Gravity roller conveyors
Gravity roller conveyors are the ideal solution for internal logistics, assembly, and short-distance goods transport, ensuring safe and efficient handling. Discover our range and find the perfect solution for your company!

A practical and cost-effective system for internal handling of products across various industrial sectors…
Designed for the quick unloading of heavy vehicles, these conveyors are made with robust materials…

Engineered to optimize the unloading of parcel freight and reduce operator fatigue…
Frequently Asked Questions (FAQ)
What are gravity roller conveyors and how do they work?
Gravity roller conveyors are passive material handling systems consisting of a series of rollers mounted on a supporting structure, free to rotate without motorization.
The product flows by gravity or manual push, without consuming electrical energy. This makes them particularly suitable for all applications where the flow is continuous, predictable, and does not require precise speed or position control.
The supporting structure is generally made of galvanized/painted steel or stainless steel, with rollers available in galvanized steel, stainless steel, plastic, or rubber-coated materials, depending on the product being handled or the production environment.
Mancini Solutions has been designing and manufacturing custom gravity roller conveyors for over 20 years, offering solutions tailored for both standard environments and custom layouts.
Gravity or motorized roller conveyors: how to choose?
The choice between a gravity roller conveyor and a motorized roller conveyor depends on three main variables:
- Available slope
- Product weight
- Need for flow control
Gravity roller conveyors operate via gravity or manual push and are the right solution when the path has a sufficient incline or when an operator intervenes directly in the handling process.
Motorized roller conveyors are necessary when the path is horizontal or uphill, when the product is too light to slide on its own, or when speed must be synchronized with other machinery on the line.
In many facilities, the two types coexist: gravity conveyors handle accumulation and sorting, while motorized conveyors manage the active sections of the line.
What types of gravity roller conveyors are available?
Mancini Solutions manufactures three families of gravity roller conveyors, each designed for specific operational contexts:
- Straight and curved gravity roller conveyors: The standard modular solution for internal handling. Available in straight configurations or with 90° curves, featuring a wide selection of widths, lengths, and roller pitches.
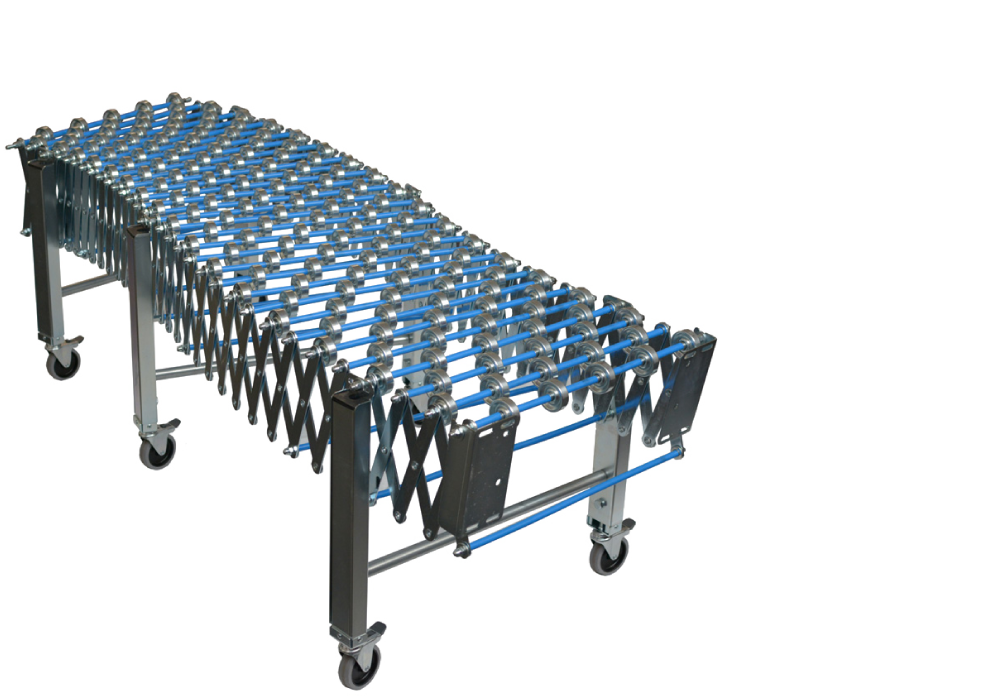
- Expandable gravity roller conveyors: Designed to adapt to variable spaces and changing layouts. They can be extended, retracted, and shaped to form different paths, making them ideal for loading/unloading stations with limited space.
- Gravity roller conveyors for truck and container unloading: Specialized systems engineered to optimize goods receiving operations, reducing both unloading times and operator fatigue.
In which sectors are gravity roller conveyors used?
Gravity roller conveyors are used across all sectors that manage the flow of incoming and outgoing packages, boxes, or pallets. The most common contexts for Mancini systems include:
- Logistics and large-scale retail: For sorting, accumulation, and feeding packaging lines.
- E-commerce and fulfillment: For the rapid management of high volumes of incoming and outgoing parcels.
- Manufacturing and automotive: As accumulation stations between different production phases.
- Food and pharmaceutical: Utilizing stainless steel structures and certified rollers for environments with strict hygiene requirements, including FDA-regulated facilities.
- Loading/unloading operations: Used in combination with expandable or telescopic roller conveyors to optimize the flow of unloaded goods.
How do you choose the right gravity roller conveyor for your facility?
The correct selection depends on a series of technical parameters that must be defined prior to any configuration:
- Weight, dimensions, and type of product to be handled;
- Required usable width;
- Path length;
- Available slope;
- Roller material compatibility with the product;
- Structure material compatibility with the production environment.
Mancini Solutions supports customers during this phase with a preliminary technical analysis, verifying compatibility with the existing setup and identifying any customization needs.
The roller conveyors are manufactured in-house and can be custom-built to fit any layout, including paths with curves, elevation changes, or space constraints.
To request a no-obligation assessment, you can contact our technical team directly.
A product for every requirement
