Conveyor belts
CONVEYOR BELTS
We have been designing and building conveyor belts of different structural types and for all kinds of use for 20 years. Conveyor belts are made of alluminium or stainless steel with PVC or polyurethane belts, modular belts or poly-vertebrate chain.
Lightweight and resistant: the perfect combination and the ideal solution for moving cargo…

The most flexible and versatile solution for addressing company requirements…
Frequently Asked Questions (FAQ)
How are Mancini Solutions industrial conveyor belts made?
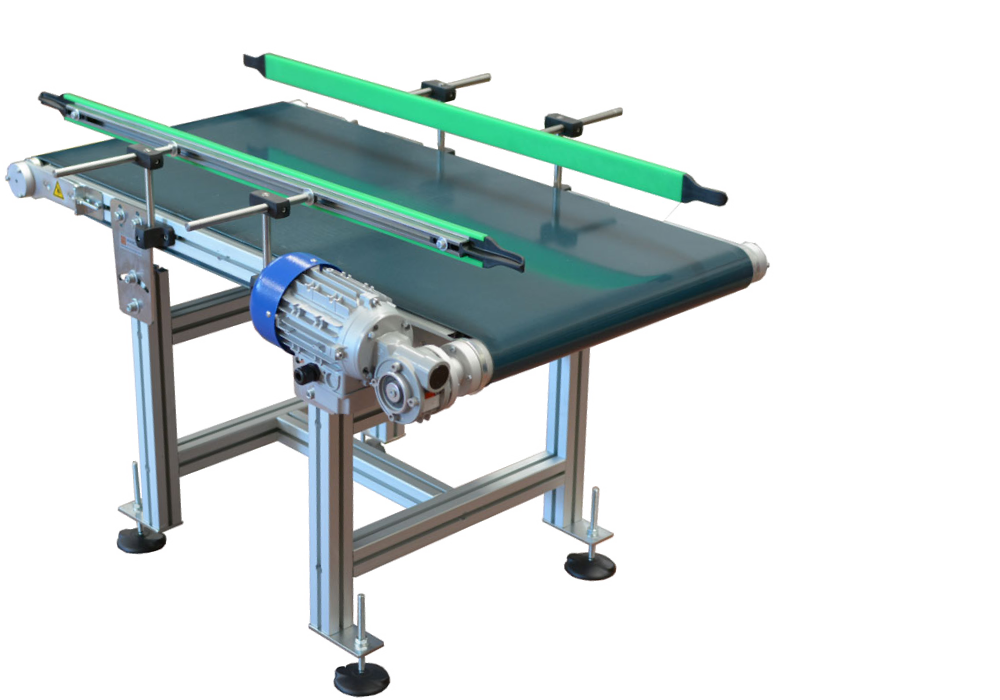
Mancini Solutions industrial conveyor belts are internal material handling systems designed and manufactured entirely in Italy. Each system is configured with a load-bearing frame made of extruded aluminum or heavy fabricated steel, with specific variants in stainless steel for sectors with strict hygiene requirements.
The engineering of our conveyor belts is always custom-built. Fundamental parameters such as length, width, payload capacity, operating speed, and incline are defined to meet the needs of the specific facility:
- Aluminum frame: Ensures maximum lightweight construction, line modularity, and ease of installation or relocation.
- Fabricated steel: The ideal solution for handling heavy loads or for integration into dusty and harsh working environments.
- Stainless steel frame: Specifically engineered for sectors requiring frequent washdowns and the use of aggressive detergents.
The drive unit can feature a side-mounted gearmotor (orthogonal or parallel shaft) or an integrated drum motor (motor enclosed within the roller), which is optimal for reducing space requirements on the production line.
Aluminum or stainless steel: which should you choose?
The choice of structural material for an industrial conveyor system is not an aesthetic one, but depends strictly on the application and the working environment:
- Aluminum conveyor belts represent the standard for most industrial automation, logistics, packaging, assembly, and general material handling applications. They offer an excellent quality-price ratio, resistance to standard corrosion, and flexibility for on-site modifications.
- Stainless steel conveyor belts are mandatory in operating contexts characterized by humidity, water, chemicals, or strict hygienic-sanitary regulations. They are the standard choice for the food and pharmaceutical industries, where compliance with HACCP and FDA protocols is required. The stainless steel structure prevents rust formation and withstands deep sanitization cycles.
In which industrial sectors are conveyor belts used?
Conveyor belt systems are essential across all manufacturing sectors that require workflow optimization through continuous and controlled handling. The primary application areas for Mancini Solutions include:
- Food and canning industry: Handling of bulk or packaged food products with certified, washable belts.
- Chemical-pharmaceutical sector: Sterile transport lines resistant to aggressive agents.
- Packaging and secondary packaging: Management of finished products in end-of-line and palletizing phases.
- Logistics and automated warehouses: Sorting, accumulation, loading, and unloading systems.
- Industrial assembly lines: Dynamic workstations for the automotive, home appliance, and mechanical industries.
- Ceramics and heavy manufacturing industry: Transport of semi-finished goods, abrasive materials, or heavy loads.
What types of belts and running surfaces are available?
The conveyor belt itself is the component in direct contact with the transported material. The choice of surface directly impacts product stability and the lifespan of the conveyor. Mancini Solutions integrates various technologies:
- PVC conveyor belts: The most versatile and cost-effective solution for general material handling at standard temperatures, available in various surface finishes (smooth, flighted, honeycomb, grip).
- Polyurethane (PU) belts: Suitable for direct food contact, characterized by high resistance to oils, animal/vegetable fats, and hydrocarbons.
- Modular plastic belts: Ideal for heavy loads, 90° curved transport, accumulation systems, or processes requiring liquid drainage and product ventilation.
- Multiflex (or flexible) chains: Used for the precision handling of packages, bottles, or irregular products along complex and articulated curved paths.
How is a custom conveyor belt designed?
Mancini Solutions has specialized in the design of custom conveyor belts for over twenty years. The engineering process begins with a detailed technical analysis of the customer’s needs, evaluating: product geometry and weight, line speed, facility layout, and environmental conditions.
Based on these data, the technical department defines the correct motorization, the type of belt, and the integration of essential accessories such as:
- Fixed or adjustable side guides
- Product presence sensors and photocells for automation
- Mechanical stop systems or deflectors
- Height-adjustable supports or casters for mobility
Every system is fully assembled and undergoes strict internal testing and commissioning before delivery. This tailored approach guarantees seamless integration with existing machinery, minimizing facility downtime for installation.
Do you need to optimize the internal material handling of your factory? Contact the Mancini Solutions technical office to request a custom quote for a tailor-made conveyor belt.
A product for every requirement
